

1、概述
随着有关学科的发展和生产工艺的改进,人们对微生物的利用本领越来越高。以微生物为原料进行生产的新产品如雨后春笋,层出不穷,比如:微生物发酵制药。微生物发酵过程是个极其复杂的生化反应过程,对于发酵罐的操作,以前人们是凭借实践经验来进行的,由于缺乏发酵过程参数的测量监视和控制系统,使得发酵产品成本高、操作费用大、产品在国际市场上缺乏竞争力,为此,迫切需要对发酵罐实行优化操作和控制。
杭州优稳UW500集散控制系统在自动化领域已有广泛应用,利用UW500集散控制系统对发酵过程进行监控,能大幅度提高发酵品产量。
2、工艺简介
一般的耗氧型发酵罐系统如图1所示,测量的参数可以分为物理参数、化学参数以及生物参数。

图1 发酵罐检测参数图
1、发酵过程物理参数
通常有发酵罐温度、发酵罐压力、发酵液体积、空气流量、冷却水进出口温度和流量搅拌马达转速、搅拌马达电流、泡沫高度等,这些物理参数根据不同种类的发酵要求,都可以选择性的选取有关测量仪表来实现自动测量。
2、发酵过程化学参数
发酵过程典型的化学参数有pH值和溶解氧浓度,这两个参数对于微生物的生长,代谢产物的形成极为重要。
3、发酵过程生物参数
生物参数通常包括生物质呼吸代谢参数、生物质浓度、代谢产物浓度、底物浓度以及生物比生长速率、底物消耗速率和产物形成速率等。
3、控制策略
随着生物工业技术的迅速发展,其生产设备和规模不断扩大,生产过程的强化,对自动控制技术的要求越来越迫切,对生化过程实行优化控制,可稳定生产,提高得率,降低消耗,增加效益。
1、发酵罐温度常规控制
对于特定的微生物,它都有一个最适宜的生长温度。因此,微生物发酵过程发酵温度的控制是一个很重要的微生物生长环境参数,必须严格的加以控制。影响发酵温度的主要因素有微生物发酵热、电机搅拌热、冷却水本身的温度。
对于小型的发酵罐温度控制系统是以发酵罐温度为被控参数,冷却水流量为控制参数的单回路控制方案,对于大型的发酵罐系统,则采用发酵罐温度为主回路,以冷却水系统为副回路的串级控制或前馈-反馈控制方案。
2、发酵罐压力常规控制
发酵罐操作压力的变化,将会引起氧在发酵液中的分压改变,也就是说影响着溶解氧浓度的变化。影响发酵罐的压力主要是供给的消毒空气的压力变化,通常控制发酵罐的压力是通过调节排出气体的量来控制。
3、发酵过程中的pH值控制
pH是微生物生长的另一个重要环境参数。在发酵过程中,必须严格加以控制,否则会严重影响微生物代谢的进行和代谢产物的合成。在工业生产上,若发酵液pH值偏低、氨氮也偏低的时候,则通过加氨水等方法使其pH值回升;如果pH值偏高而氨氮偏低,可以补入硫酸铵或氯化铵;若pH值和氨氮都偏高,在发酵前期,可适当增加糖的补加量来调整。一般没有其它的控制手段。因此在pH值控制中必须严格控制好调整液的加入量,绝对不能过量。如图2所示,pH值的控制常由pH测量电极和变送器、pH控制器、空气开关和气动
开关阀组成。

图2 PH值控制
4、发酵过程中的溶解氧浓度控制
在耗氧型发酵过程中,氧是作为微生物生长必须的原料,若供氧不足,将会抑制微生物的生长和代谢的进行。为此在发酵过程中要保持一定的溶解氧浓度。影响溶解氧浓度的主要因素有供给的空气量、搅拌器转速和发酵罐的压力。
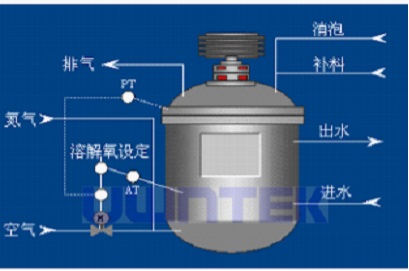
图3 串级控制回路
这里采用了一个串级控制回路,在保证对通入蒸汽量的调节满足溶解氧浓度要求的同时,及时消除了压力波动的影响。如果溶解氧浓度的调节通过调节搅拌机的转速来实现,情况类似。如前所述,发酵罐内压力的波动对溶解氧浓度有影响,因此,在通过调节通入的空气流量来实现溶解氧浓度控制时,需要考虑这种影响。如果在发酵罐压力有自动控制的情况下则认为发酵罐压力恒定不变。目前,国内发酵罐搅拌器转速一般是恒定不变的,所以只要通过调节供给的空气量来控制溶解氧浓度。当然,也有同时对发酵罐转速和供应的空气量进行综合调节的做法。
5、发酵过程中的消泡控制
在发酵前期,微生物生长旺盛时期,加入料液满载,搅拌马达全速开动,空气通入量达到最大。这时候,发酵液上浮得很厉害,稍有不慎,就可能会产生逃液现象。此时,必须即时加入消泡剂,以减少泡沫,防止发酵液上浮。消泡控制通常采用双位式的控制方法,当发酵液液面达到一定的高度时,自动打开消泡剂的阀门,当液面降回到正常时,自动关闭消泡剂阀门。
6、发酵过程中的补料控制
在半连续发酵过程中,随着发酵的进行,微生物生长状态和生物代谢状况,中间要继续不断补充营养物质,使微生物沿着最优的生长轨迹生长,以获得高产的微生物代谢产物。由于微生物和代谢状况无法在线测量,使得这一补料极为困难,一般的发酵工业生产过程是根据实验室大量的试验研究结果得出的补料曲线来指导工业生产的补料,发酵工艺技术人员根据离线的化验室化验的数据,适当修正补料速率,这种方法对于有大量实践经验的人来说可能会做出好的判断决策,但往往不尽如人意,不能确保发酵过程沿着最优的曲线进行,不能获得最好的代谢产物。针对这种发酵过程的复杂性和信息的缺乏,发酵工艺技术人员与自动控制人员一起共同研究,试图寻找出更好的补料方法和策略。例如,基于出口气体二氧化碳的释放率来控制补料速率、用化学元素的平衡方法来调整补糖量、用控制呼吸商的方法来控制补料等。
4、控制工程
在发酵生产过程中,对温度、pH、溶解氧等进行实时监控是重点,杭州优稳UW500集散控制系统经过不断的研究分析、开发创新,已经在拥有广泛应用,能够完成胜任这一要求,为发酵生产提供优质的自动化控制。

图4系统结构图

图5发酵罐
5、小结
本工程自从用UW500集散控制系统投运以来,运行平稳,效果显著,操作平稳率,单罐产量,产品质量等都大大提高;工人劳动强度,原料消耗等都有大幅度降低,同时也确保了装置的平稳安全运行。直接提高了企业的市场竞争能力,为企业带来了十分明显的经济效益。此项目成功的投产表明UW500集散控制系统拥有优质的稳定性、可靠性。



